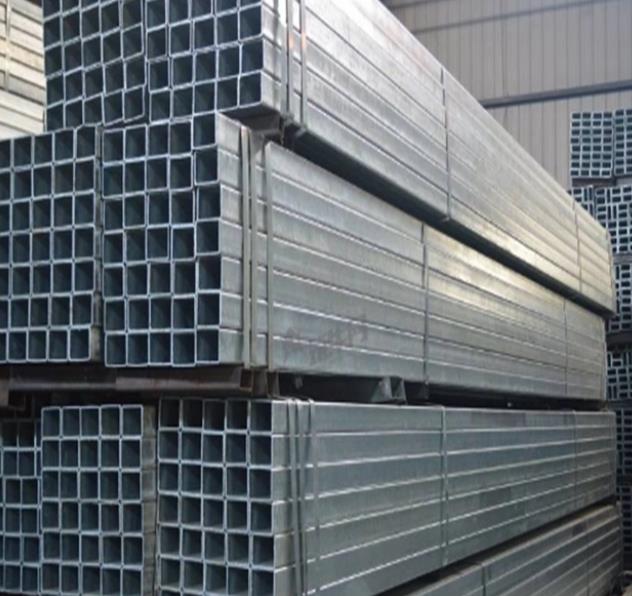
挤压和冷拔无缝方管生产工艺
挤压 无缝方管生产 首先将剥皮圆坯进行穿孔或扩孔,再经感应加热或盐浴加热,并在内表面涂敷润滑剂送入挤压机,金属通过模孔和芯棒之间环状间隙被挤成管材(图5)。主要用于生产低塑性的高温合金管、异型管及复合管、有色金属管等。这种方法生产范围广,但产量低。近年来,由于模具材料、润滑剂、挤压速度等得到改进,挤压管生产也有所发展。
冷拔、冷轧无缝方管生产
冷轧、冷拔无缝方管生产 用于生产小口径薄壁、精密和异形管材。生产特点是多工序循环工艺。用周期式冷轧管机冷轧,其延伸率可达6~8(图6)。60年代开始向高速、多线、长行程、长管坯方向发展。此外,小辊式冷轧管机也得到发展。主要用于生产壁厚小于1mm极薄精密管材,冷轧设备复杂,工具加工困难,品种规格变换不灵活;通常采用冷轧、冷拔联合工艺,即先以冷轧减壁,获得大变形量,然后以冷拔获得多种规格。
冷拔、冷轧无缝方管生产
冷轧、冷拔无缝方管生产 用于生产小口径薄壁、精密和异形管材。生产特点是多工序循环工艺。用周期式冷轧管机冷轧,其延伸率可达6~8(图6)。60年代开始向高速、多线、长行程、长管坯方向发展。此外,小辊式冷轧管机也得到发展。主要用于生产壁厚小于1mm极薄精密管材,冷轧设备复杂,工具加工困难,品种规格变换不灵活;通常采用冷轧、冷拔联合工艺,即先以冷轧减壁,获得大变形量,然后以冷拔获得多种规格。
上一篇:辊式穿孔成型无缝方管的生产工艺
下一篇:方矩钢管材质钢级牌号及执行标准