有效控制友发钢管疤痕的方法
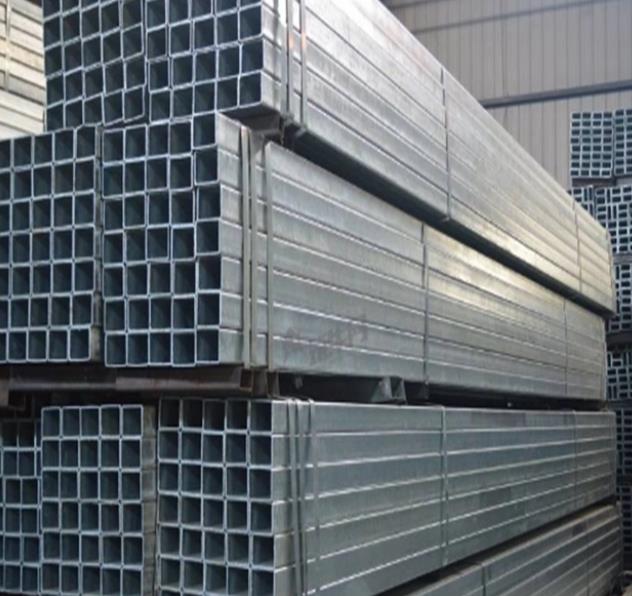
也许很多人不知道友发方管会有伤疤,那么这些伤疤是什么呢?这些疤痕是像大豆颗粒一样大小不一的小凹坑,里面有灰褐色或灰黑色的异物。那么,如何有效地控制友发方管的瘢痕?本文介绍了八种能有效控制友发方管疤痕的方法。
(1)脱氧剂粉的粒径一般在16目左右。
(2)根据友发方管内表面面积,脱氧剂喷涂量一般为1.5-2.0g/dm2。脱氧剂的用量对不同直径和长度的管道有不同的要求。
(3)吹扫时间根据管道的直度和长度进行调整,以管道中无悬浮金属氧化物需要再次吹出为标准。
(4)芯棒润滑效果不好或芯棒润滑温度过低,会产生内部结痂。为了提高芯棒的温度,可以采用一次水冷却的方法。
(5)脱氧剂中硬脂酸钠含量应大于12%,使其能在友发方管内腔内充分燃烧。
(6)严格控制芯棒的温度,以确保喷涂润滑剂之前心轴的表面温度80 - 120℃,和芯棒温度不能超过120℃很长一段时间,以确保润滑表面的芯棒是干燥和密集的穿刺之前。操作者应经常检查心轴的润滑情况。
(7)喷嘴高度应根据友发方管的直径调整,以保证良好的校直。每班清洗喷嘴一次,长时间停机时,取出喷嘴清洗。为了保证脱氧剂在管道内壁的均匀清洗,在吹除脱氧剂的位置采用选配装置,并配有旋转气压。
(8)喷射压力应与管道的直径和长度相匹配,以保证强烈的吹扫和充分的燃烧,友发方管的气流不应吹走未完成的氧化物清除剂。
一般情况下,在友发方管的工业生产过程中,热熔对接焊友发方管时出现焊接不足的情况,主要是由焊接夹具行程不足和对接焊时夹具速度过快两种情况造成的。常见情况分析主要包括以下两点:
在两连接件对接前,用应使用铣刀将浇口磨平,然后进行焊前碰撞试验。碰撞后,夹具行程杆上应有一定的行程裕度,且行程裕度不得小于200mm。如果在焊接过程中没有注意到这种情况,夹具的行程裕度不够,焊接后对接表面很好,但实际上两个对接的熔合不够完整,导致焊接错误。这是对焊中常见的、难以察觉的问题。
上一篇:3月21日财经及行业要闻早餐
下一篇:友发镀锌方管的主要技术特点