怎样提高方矩管焊接方法?
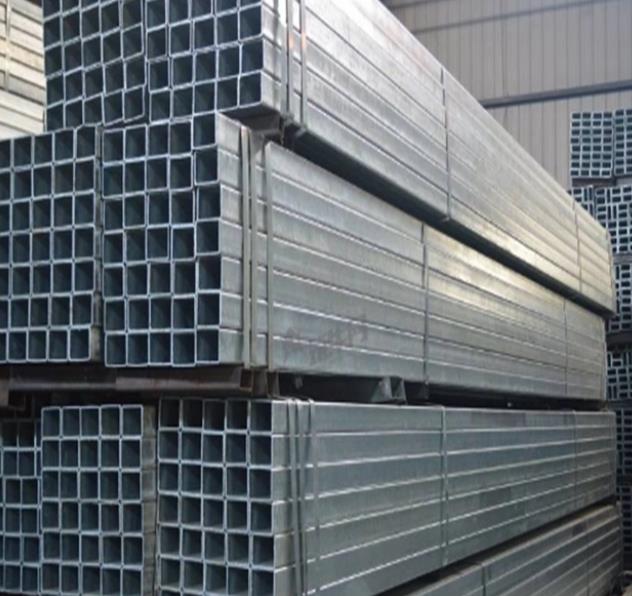
方矩管常用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库货架等的建筑钢材——方矩管在建筑行业起着十分重要的作用,是广大建筑商以及建材商始终关注的话题。那么究竟怎样才能提高方矩管的焊接呢?全国著名钢贸商——无锡金贝莱方矩管。
无缝方管又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J。
1、方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%, 当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。
2、方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10% 。
3、方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%。
方矩管焊接按工艺要求加工对接焊坡口,预留间隙拼接。而焊接接头的设计在焊接工程中是较薄弱的环节。坡口形式对控制焊缝内部质量和焊接结构制造质量有着很重要的作用。
工艺要求是将第一层焊缝必须焊透,保证背面成形良好,焊接电流,电弧电压,送丝速度和焊接速度等可根据设备型号调节,为减少方矩管焊接变形,对焊接生产的原则采取由中间向两边分层分段对称跳焊,产生的焊接变形比直通焊小,有利于应力的分散和释放,避免在焊接中产生复杂的应力。直通摆动焊时焊接所形成的较窄的塑性变形区只出现一次,而且由于连续摆动焊接,热输入量大,受热面积大,被压缩造成的塑性变形区域大,因而焊后收缩变形很大。
分层分段跳焊时,每一层截面都很小,所需热量就小,且每一层又分若干段进行跳焊,每焊一段基本上都是在冷钢板上重新建立一次温度场,每次都出现一个较窄的塑性变形区,因而塑性变形区的平均宽度要比相应分层直通焊小,纵向收缩也小,比起直通连续一次填满的摆动焊接变形就更小。
无缝方管又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J。
1、方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%, 当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。
2、方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10% 。
3、方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%。
方矩管焊接按工艺要求加工对接焊坡口,预留间隙拼接。而焊接接头的设计在焊接工程中是较薄弱的环节。坡口形式对控制焊缝内部质量和焊接结构制造质量有着很重要的作用。
工艺要求是将第一层焊缝必须焊透,保证背面成形良好,焊接电流,电弧电压,送丝速度和焊接速度等可根据设备型号调节,为减少方矩管焊接变形,对焊接生产的原则采取由中间向两边分层分段对称跳焊,产生的焊接变形比直通焊小,有利于应力的分散和释放,避免在焊接中产生复杂的应力。直通摆动焊时焊接所形成的较窄的塑性变形区只出现一次,而且由于连续摆动焊接,热输入量大,受热面积大,被压缩造成的塑性变形区域大,因而焊后收缩变形很大。
分层分段跳焊时,每一层截面都很小,所需热量就小,且每一层又分若干段进行跳焊,每焊一段基本上都是在冷钢板上重新建立一次温度场,每次都出现一个较窄的塑性变形区,因而塑性变形区的平均宽度要比相应分层直通焊小,纵向收缩也小,比起直通连续一次填满的摆动焊接变形就更小。
上一篇:方矩管(方管)的壁厚如何计算?
下一篇:拔制精密无缝方管的工艺流程