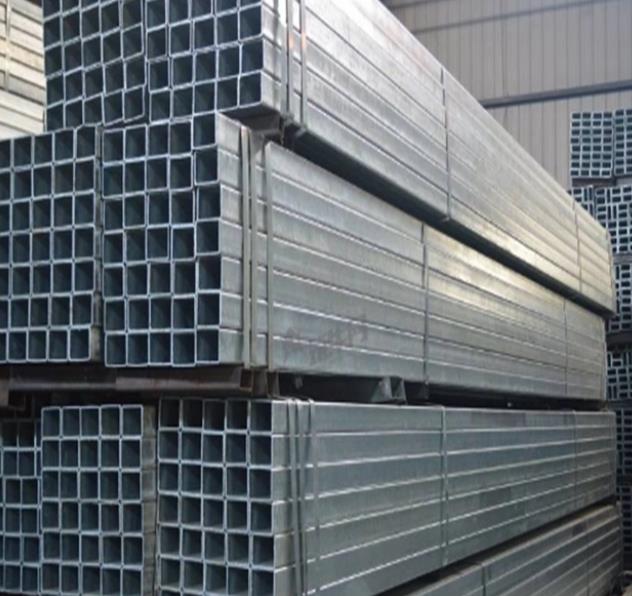
矩形方管生产工艺要求
①矩形直管必须在专用进口流水线上进行制作,以确保风管制作精度及风管的密闭性。
②矩形管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。
③矩形方管的咬口连接应采用进口自动咬合器进行咬合工艺。
④矩形方管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。
⑤矩形方管的连接法兰应采用连板法兰及插接法兰连接工艺,风管大边边长小于或等于2000mm时应采用共板法兰连接形式,风管大边边长大于2000mm和小于等于2500mm时应采用插接法兰连接形式,矩形风管应机械压制加强筋,其加强筋间距为300mm左右。
②矩形管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。
③矩形方管的咬口连接应采用进口自动咬合器进行咬合工艺。
④矩形方管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。
⑤矩形方管的连接法兰应采用连板法兰及插接法兰连接工艺,风管大边边长小于或等于2000mm时应采用共板法兰连接形式,风管大边边长大于2000mm和小于等于2500mm时应采用插接法兰连接形式,矩形风管应机械压制加强筋,其加强筋间距为300mm左右。
上一篇:无缝方管主要性能是什么
下一篇:如何解决方管锈蚀问题